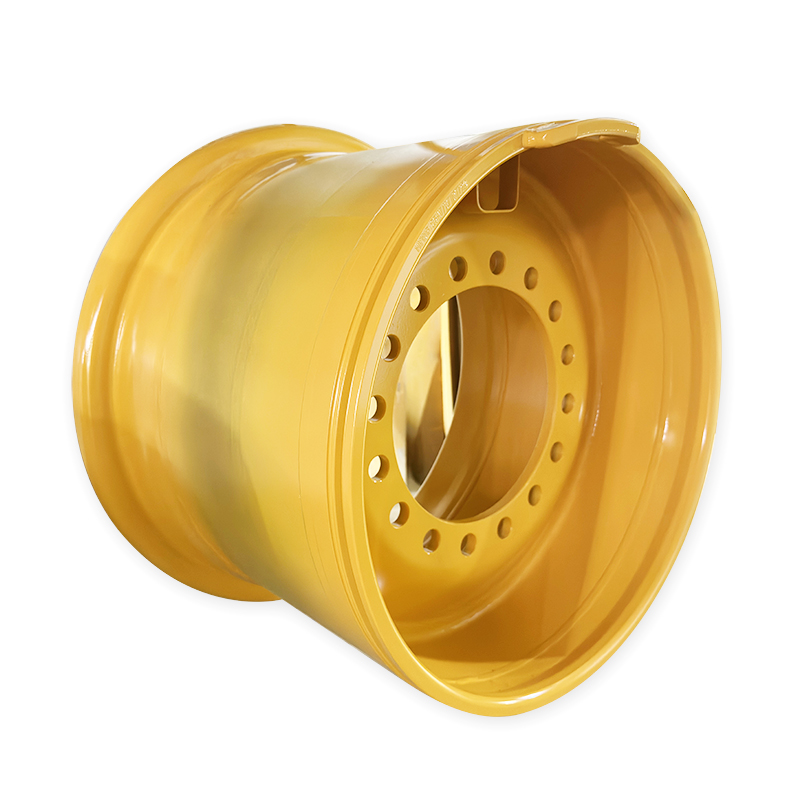
बांधकाम उपकरणांसाठी १७.००-२५/१.७ रिम व्हील लोडर




मूळ उपकरण उत्पादक (OEM) चाके, ज्यांना स्टॉक चाके असेही म्हणतात, ही अशी चाके आहेत जी पहिल्यांदा तयार केल्यावर वाहनांवर मानक म्हणून वापरली जातात. OEM चाके बनवण्याच्या प्रक्रियेत डिझाइन, मटेरियल निवड, कास्टिंग किंवा फोर्जिंग, मशीनिंग, फिनिशिंग आणि गुणवत्ता नियंत्रण यासह अनेक टप्पे समाविष्ट असतात.
व्होल्वो व्हील लोडर्समध्ये सामान्यतः अशी वैशिष्ट्ये असतात:
१. **डिझाइन**: OEM चाके डिझाइन टप्प्यापासून सुरू होतात जिथे अभियंते आणि डिझायनर चाकाचे परिमाण, शैली आणि भार सहन करण्याची क्षमता यासह वैशिष्ट्ये तयार करतात. डिझाइनमध्ये वाहनाचे वजन, कामगिरी आवश्यकता आणि सौंदर्यशास्त्र यासारख्या घटकांचा देखील विचार केला जातो.
२. **सामग्रीची निवड**: चाकाची ताकद, टिकाऊपणा आणि वजन यासाठी साहित्याची निवड महत्त्वाची असते. बहुतेक OEM चाके अॅल्युमिनियम मिश्रधातू किंवा स्टीलपासून बनवली जातात. हलके वजन आणि चांगल्या सौंदर्यामुळे अॅल्युमिनियम मिश्रधातूची चाके अधिक सामान्य आहेत. चाकाच्या इच्छित गुणधर्मांवर आधारित विशिष्ट मिश्रधातूची रचना निवडली जाते.
३. **कास्टिंग किंवा फोर्जिंग**: OEM चाके तयार करण्यासाठी दोन प्राथमिक उत्पादन पद्धती आहेत: कास्टिंग आणि फोर्जिंग.
- **कास्टिंग**: कास्टिंगमध्ये, वितळलेले अॅल्युमिनियम मिश्र धातु चाकाच्या आकाराच्या साच्यात ओतले जाते. जसजसे मिश्र धातु थंड होते आणि घट्ट होते तसतसे ते साच्याचे आकार धारण करते. ही पद्धत सामान्यतः गुंतागुंतीच्या डिझाइन तयार करण्यासाठी वापरली जाते आणि मोठ्या संख्येने चाके तयार करण्यासाठी अधिक किफायतशीर आहे.
- **फोर्जिंग**: फोर्जिंगमध्ये उच्च-दाब दाब किंवा हातोडा वापरून गरम केलेल्या अॅल्युमिनियम मिश्र धातुच्या बिलेट्सना आकार देणे समाविष्ट आहे. ही पद्धत सामान्यतः कास्टिंगच्या तुलनेत अधिक मजबूत आणि हलकी चाके देते, परंतु ती अधिक महाग आहे आणि कामगिरी-केंद्रित वाहनांसाठी अधिक योग्य आहे.
४. **मशीनिंग**: कास्टिंग किंवा फोर्जिंग केल्यानंतर, चाके त्यांचा आकार सुधारण्यासाठी, अतिरिक्त सामग्री काढून टाकण्यासाठी आणि स्पोक डिझाइन, लग नट होल आणि माउंटिंग पृष्ठभाग यासारखी वैशिष्ट्ये तयार करण्यासाठी मशीनिंग प्रक्रियेतून जातात. संगणक-नियंत्रित मशीन या टप्प्यात अचूकता आणि सुसंगतता सुनिश्चित करतात.
५. **फिनिशिंग**: चाकांचे स्वरूप सुधारण्यासाठी आणि त्यांना गंजण्यापासून वाचवण्यासाठी विविध फिनिशिंग प्रक्रिया पार पाडल्या जातात. यामध्ये रंगकाम, पावडर कोटिंग किंवा पारदर्शक संरक्षक थर लावणे समाविष्ट आहे. काही चाकांना विशिष्ट पृष्ठभागाची पोत तयार करण्यासाठी पॉलिश किंवा मशीनिंग देखील केले जाऊ शकते.
६. **गुणवत्ता नियंत्रण**: संपूर्ण उत्पादन प्रक्रियेदरम्यान, चाके सुरक्षितता, कार्यक्षमता आणि सौंदर्यात्मक मानकांची पूर्तता करतात याची खात्री करण्यासाठी कठोर गुणवत्ता नियंत्रण उपाय केले जातात. यामध्ये संरचनात्मक अखंडता, संतुलन, परिमाण आणि पृष्ठभागाच्या फिनिशसाठी चाचणी समाविष्ट आहे.
७. **चाचणी**: एकदा चाके तयार झाली आणि पूर्ण झाली की, त्यांना रेडियल आणि लॅटरल थकवा चाचणी, प्रभाव चाचणी आणि ताण चाचणी अशा विविध चाचण्या केल्या जातात. या चाचण्या वेगवेगळ्या परिस्थितीत चाकांची ताकद आणि टिकाऊपणा सत्यापित करण्यास मदत करतात.
८. **पॅकेजिंग आणि वितरण**: गुणवत्ता नियंत्रण आणि चाचणी उत्तीर्ण झाल्यानंतर, चाके पॅक केली जातात आणि नवीन वाहनांवर बसवण्यासाठी ऑटोमोटिव्ह असेंब्ली प्लांटमध्ये वितरित केली जातात. ते आफ्टरमार्केट वापरासाठी रिप्लेसमेंट पार्ट्स म्हणून देखील उपलब्ध असू शकतात.
एकंदरीत, OEM चाके बनवण्याची प्रक्रिया ही अभियांत्रिकी, भौतिक विज्ञान, अचूक मशीनिंग आणि गुणवत्ता नियंत्रण यांचे संयोजन आहे जेणेकरून चाके वाहनाच्या डिझाइन आणि कार्यक्षमतेला पूरक असताना सुरक्षितता, कार्यक्षमता आणि सौंदर्यात्मक मानकांची पूर्तता करतात याची खात्री केली जाते.
अधिक पर्याय
| व्हील लोडर | १४.००-२५ |
| व्हील लोडर | १७.००-२५ |
| व्हील लोडर | १९.५०-२५ |
| व्हील लोडर | २२.००-२५ |
| व्हील लोडर | २४.००-२५ |
| व्हील लोडर | २५.००-२५ |
| व्हील लोडर | २४.००-२९ |
| व्हील लोडर | २५.००-२९ |
| व्हील लोडर | २७.००-२९ |
| व्हील लोडर | डीडब्ल्यू२५x२८ |